
應用:自動切割軌道繩索鋸的遙控器適用於軌道類型繩索切割機
1. 支持速度法規, 開始, 和當前大型電動機轉換器的讀數.
2. 支持左右軌道頻率轉換器速度法規, 開始, 正面, 後退, 左右控制.
3. 支持左右履帶變頻器線性校正,保持機器行走平穩
直線.
應用:自動切割軌道繩索鋸的遙控器適用於軌道類型繩索切割機
1. 支持速度法規, 開始, 和當前大型電動機轉換器的讀數.
2. 支持左右軌道頻率轉換器速度法規, 開始, 正面, 後退, 左右控制.
3. 支持左右履帶變頻器線性校正,保持機器行走平穩
直線.
1. 產品簡介
履帶車繩鋸自動切割遙控器適用於履帶式繩鋸切割機. 採用485ModbusRTU協定控制左右履帶式逆變器的速度啟動和前後左右方向控制, 以及大馬達變頻RTU協定控制左右履帶式逆變器的調速啟動和前後左右方向控制, 及大型馬達變頻過流分析比較, 自動即時調整左右履帶速度,實現自動切割功能.
2. 產品功能
1. 採用433MHz無線通信技術, 無線操作距離為 100 儀表.
2. 採用自動跳躍功能, 使用 32 同時多套無線遙控器, 互不影響.
3. 支援所有485-Modbus RTU協定的逆變器. 已適配的逆變器品牌包括:Shanghai Xielin, 富士, 創新, Zhongchen, 英威騰, Anchuanda. 如果品牌不是ada請聯絡我們客製.
4. 支援大馬達逆變啟動, 調速, 和當前讀數.
5. 支援左右履帶逆變器調速, 開始, 前後左右控制.
6. 支援左右履帶逆變器直線糾偏,保持機器直線行駛.
7. 支援繩鋸自動切割功能, 根據大馬達電流資訊自動即時調整左右履帶速度.
8. 同時, 相容直接IO輸出控制馬達啟停, 和類比電壓輸出來控制馬達速度.
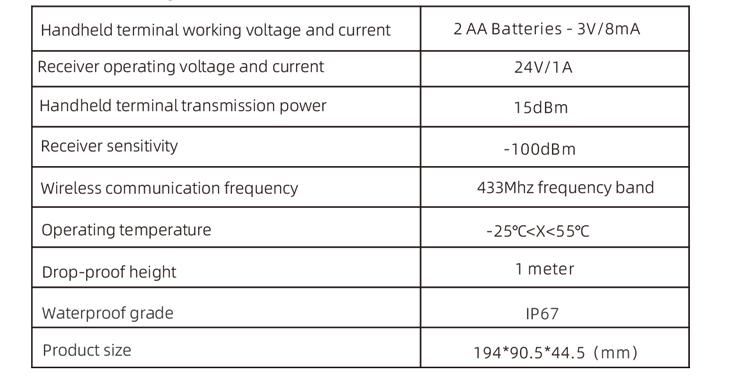
3. 產品規格
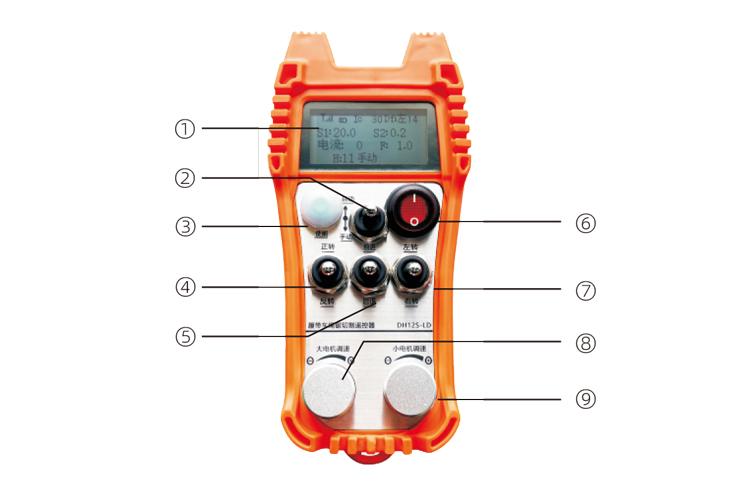
4. 產品功能簡介
筆記:
①屏幕顯示:

②模式切換:
使用2級開關, 可以在自動和手動模式之間切換, 螢幕上會顯示對應的模式進行切換.
③ 啟用:
組合按鈕, 部分操作需要按住啟用按鈕才能進行操作, 詳情請參閱各開關的說明.
④ 大馬達開關:
使用 3 速復位開關, 拉動此開關可控制大電機正反轉. 發布後, 國家將繼續存在, 並且屏幕上會有相應的顯示. t箭頭表示正向旋轉, y箭頭表示反向旋轉.
⑤小電機正反轉開關:
使用3檔自鎖開關, 拉動這個開關可以控制小馬達前進和後退. 螢幕上會出現對應的顯示, t 箭頭表示向前,↓ 箭頭表示向後.
⑥遙控電源開關:
遙控器顯示屏亮起.
⑦ 小型馬達轉動開關:
使用 3 速復位開關, 手動操作時, 可控制小電機左轉或右轉. 一旦發布, 當處於前進狀態時,遙控器會自動停止此動作, 轉動此開關,螢幕上會出現對應的顯示。 + 箭頭表示左轉, 和 – 箭頭表示右轉。處於倒車模式時, 轉動此開關,螢幕上會出現對應的顯示。 + 箭頭表示左轉, 和 – 箭頭表示右轉。按住啟用按鈕, 然後轉動此開關即可執行靜止轉動功能, 讓轉彎更快.
⑧ 大電機調速:
使用多圈編碼器旋鈕, 旋轉旋鈕調整大馬達轉速S1 每 1 網格旋轉, 大電機的速度值變化約 0.2 單位, 並且快速旋轉可以快速修改大馬達的速度值.
9 小馬達調速 (線性校正):使用多圈編碼器旋鈕, 在手動模式下, 對於每一個 1 轉動旋鈕, 小馬達的速度值變化大約 0.1 單位. 快速旋轉可以快速修改小馬達的速度值.
自動模式下, 按下啟用按鈕並旋轉 1 每次都格子. 小馬達的速度限制值F大約變化 0.1 單位. 快速旋轉可以快速修改小馬達的速度限制值。按下啟用按鈕, 將旋鈕向右轉, 直線校正顯示幕顯示 D f: 左邊. 旋鈕每旋轉一圈就會增加 1 單元; 向左轉動旋鈕, 直線校正顯示: df: 正確的. 旋鈕每旋轉一圈就會增加 1 單元, 每個校正單元對應馬達調速AVI電壓約 0.02 V.
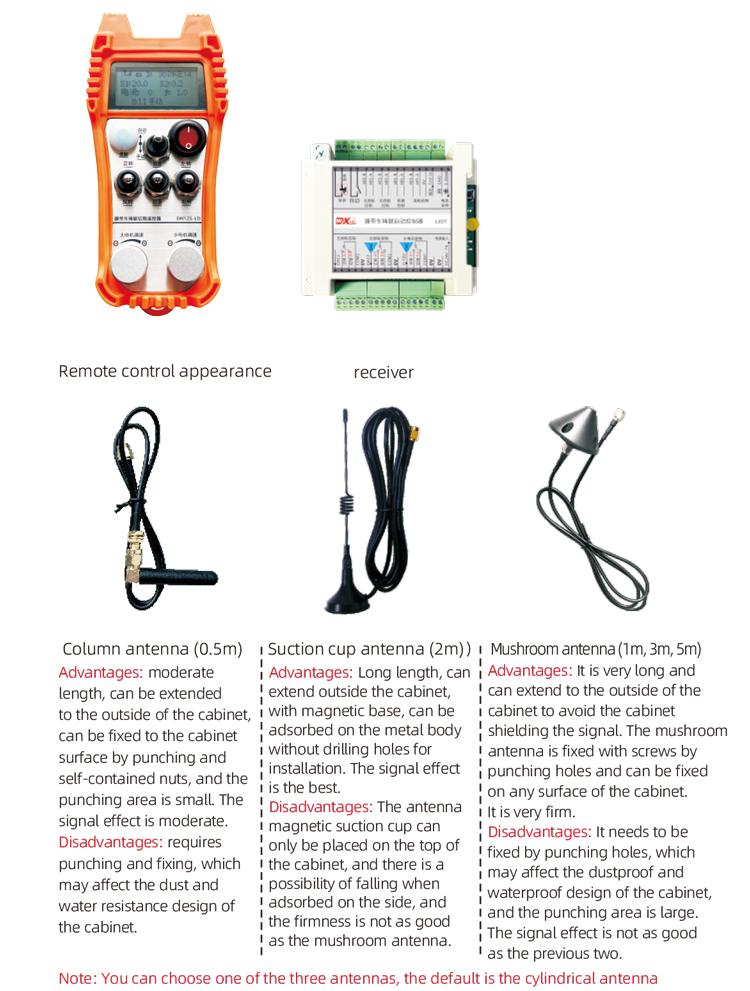
5. 產品配件圖
6. 產品安裝指南
6.1 產品安裝步驟
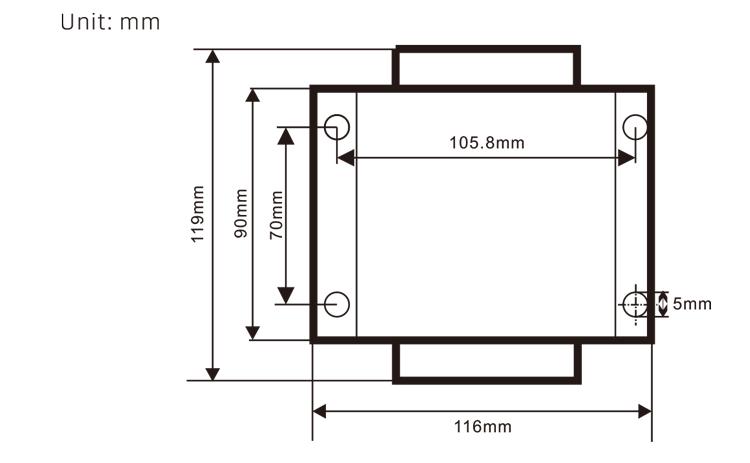
1. 透過背面卡扣將接收器安裝在電氣櫃內, 或透過接收器四個角落的螺孔安裝在電氣櫃內.
2. 請參閱我們的接收器接線圖, 比較您的現場設備, 並將設備透過電線連接至接收器.
3. 接收器修復後, 配備了接收器的天線必須連接, 並且天線的外端必須安裝或放置在電櫃外面. 建議放置於電氣櫃頂部,信號效果最佳. 禁止將天線懸空或放置在電氣櫃內, 可能會導致訊號不佳而無法使用.
4. 最後, 將電池安裝到遙控器中, 擰緊電池蓋, 然後打開遙控器電源開關. 遙控器顯示幕顯示正常工作介面後, 您可以進行遠端控制操作.
6.2 接收器安裝尺寸
6.3 接收器接線參考圖

7. 產品操作說明
7.1 遠程控制參數設置
如何輸入遙控器後台參數: 將模式開關轉到手動模式, 調節小電機的速度 25, 或者 0, 10, 20, 40, 50, 將大馬達的前進開關向上撥 3 次和向下 3 次;
使用 “小電機調速” 旋鈕翻頁, 按Enable並旋轉小型馬達調速旋鈕即可修改參數; 修改後, 將這一頁翻到最後, 選擇儲存並退出, 然後按啟用按鈕退出選單;
參數如下:最大電流: 馬達電流回授值範圍大, 設定範圍15-200A, 預設 60;
速度控制參數: 自動模式小馬達自動加速速度, 越小越快, 設定範圍 200-1500, 預設 1000;
加減速參數: 設定允許馬達速度變化的上限. 當電流變化超過該值時, 它會減速. 越小, 左右馬達減速越快. 範圍是 05-12, 預設是 06;
加速度a1: 數值越大, 馬達速度增加得越快, 範圍00-06,預設 01; 減速度a2: 數值越大, 馬達速度下降得越快, 範圍 00-06, 預設 02;
啟用速度調節: 是否需要啟用小馬達調速, 00 未啟用, 01 已啟用, 預設 01;
啟動自鎖: 鬆開正反轉開關後大馬達是否會自動保持自鎖, 00 不維護, 01 被維持, 預設 01;
最大行程: 左右馬達最高轉速, 範圍 10-100, 預設 50;
切割電流: 最大切割電流, 螢幕顯示IC值, 範圍 15-160, 預設 30, 螢幕顯示IC: 30. 此參數上限=最大電流x 80%;
默認速度限制: 啟動時預設小馬達自動切割速度, 範圍 00-100, 預設 10, 螢幕顯示F1.0, 此參數僅在最大行程設定為時才準確 50.
無線頻道: 預設為 10. 當遙控訊號不穩定或現場有訊號幹擾時, 您可以修改此參數來切換頻道以避免干擾;
限速偏移: 小型馬達自動切割速度上限,範圍 00-200, 預設 60, 螢幕顯示 6.0; 顯示值上限=速度限制偏移× 0.1;
最大主機數: 大馬達最高轉速, 範圍 10-100, 預設 50;
M匯流排設備 ( 強制的 ): 大馬達變頻器選型, 範圍 00-03, 預設 03;
00- Shanghai Xielin 01 富士
02- 英威騰 03 匯川技術(中辰, 羅賓康)
SBUS設備 (強制的): 小電機變頻器選型, 範圍 00-05, 預設 03;
00- Shanghai Xielin 01 富士
02- 英威騰 03 匯川技術(中辰, 羅賓康)
04-安川達05-無
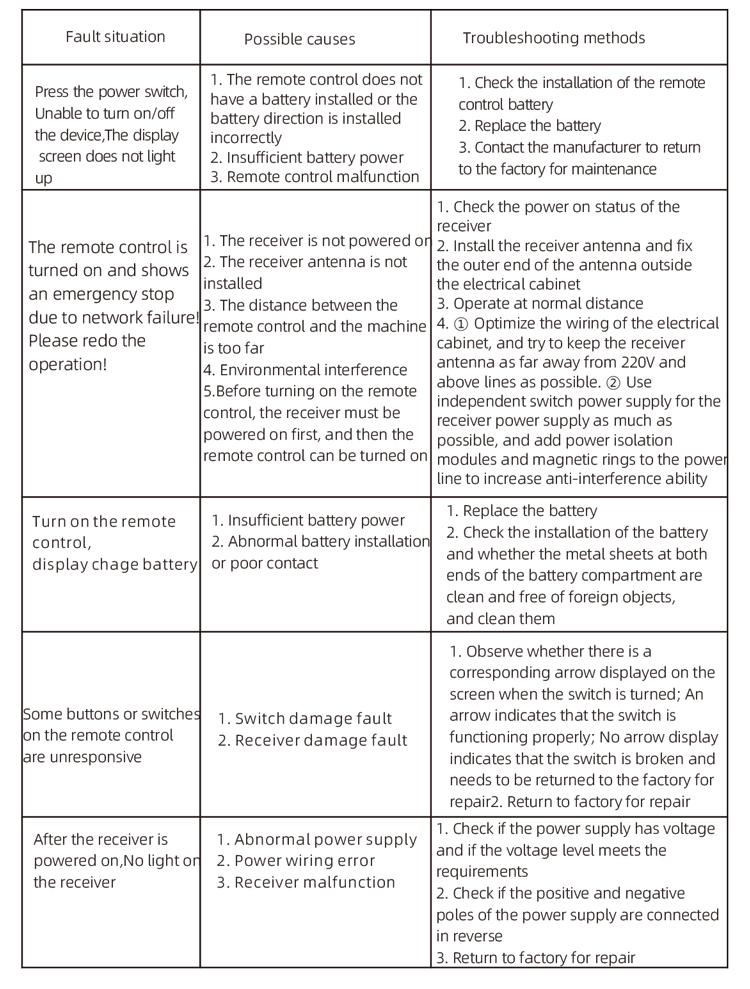
8. 產品故障排除
7.2 變頻器參數設置
1. 命令源選擇: 通訊命令通道
2. 主頻率源選擇: 給予溝通
3. 波特率: 19200
4. 數據格式: 沒有驗證, 數據格式<8-N-1>
5. 本地地址: 將左側變頻器設置為 1, 正確的變頻器 2, 和大型馬達變頻器 3
7.3 遙控器操作說明
1. 打開機器電源, 打開遙控器, 進入遙控器後台, 設定遙控器後台參數, 主要是設定小型和大型馬達變頻器的型號 (如果機器製造商已設置,則跳過此步驟);
2. 設置變頻器參數 (如果機器製造商已設置,則跳過此步驟);
3. 將遙控器設置為手動模式, 然後用遙控器將機器移動到工作位置;
4. 手動模式下, 設定大馬達切割電流和大馬達轉速的IC值;
5. 切換到自動模式並設置小電機切割速度限制F值;
6. 自動模式下, 將大電機開關撥至正轉,啟動大電機, 然後將小馬達開關轉到前進或後退. 遙控器進入自動切割模式並開始切割.
9.維護
1. 請在室溫和壓力下在乾燥的環境中使用它以延長其使用壽命.
2. 請避免在雨水和水泡等異常環境中使用以延長使用壽命.
3. 請保持電池倉及金屬彈片區域清潔.
4. 請避免擠壓、跌落損壞遙控器.
5. 如果很長一段時間沒有使用, 請取出電池並將遙控器和電池存放在乾淨、安全的地方.
6.在存儲和運輸過程中, 應注意水分和電擊性.
10. 安全信息
1. 請在使用前仔細閱讀說明,並禁止非專業人員操作.
2. 電池電量過低時請及時更換電池,避免電力不足造成錯誤, 可能會導致遙控器無法操作.
3. 如果需要維修, 請聯繫製造商. 如果損害是由自修理造成的, 製造商將不提供保修


-500x650.png)


